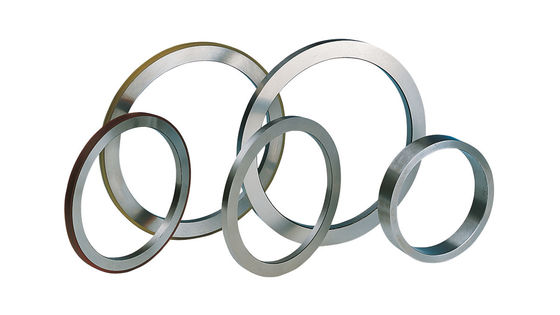
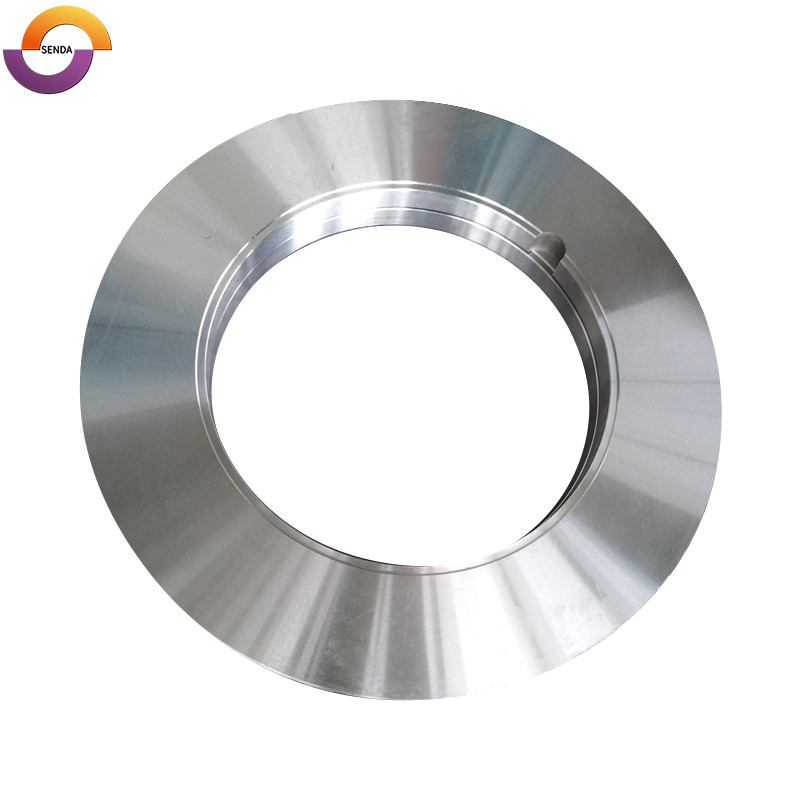
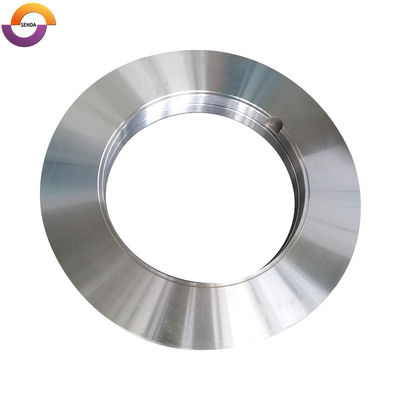
تم تصميم شفرات القطع الدوارة SENDA للتقطيع الطولي للملفات والصفائح والأشرطة الفولاذية المدرفلة على الساخن المبردة. يتم تركيب الشفرات على العرش العلوية والسفلية لخط الحز. يتم استخدام الخلوص الأفقي المتحكم فيه وتداخل الشفرة لقص لفائف الفولاذ العريضة بشكل مستمر إلى شرائح أضيق.
يمكن تخصيص الشفرات وفقًا للرسومات الفنية أو أبعاد الشفرة الموجودة أو العينات المادية. يتم اختيار مادة الشفرة والصلابة ودقة الأبعاد والأدوات الداعمة وفقًا لسمك الفولاذ المدرفل على الساخن وقوة الشد وسرعة القطع وظروف الماكينة ومشاكل القطع الحالية.
مواصفات المنتج الرئيسية
|
المعلمة
|
مواصفة
|
| اسم المنتج |
شفرات المشقق الدوارة |
| أسماء أخرى |
شفرات قطع اللفائف، سكاكين القطع الدائرية، شفرات القص الدوارة |
| طلب |
الحز الطولي للملفات والصفائح والشرائط الفولاذية المدرفلة على الساخن |
| سمك القطع |
0.1-24 ملم |
| المواد المتاحة |
LS7، LS6، LS13، SKD11، HSS، SD-51، SD-56، D2، Cr12MoV |
| أداة الصلب صلابة |
HRC 62–64 لمواصفات الأدوات الفولاذية المطبقة |
| الحد الأقصى للقطر الخارجي |
600 ملم |
| حجم المثال |
6.000″ OD × 3.000″ ID × 0.375″ T |
| التسامح القطر الداخلي |
+0.02 ملم |
| تركيز |
.0.02 ملم |
| التسامح سمك |
يصل إلى ±0.001 مم، اعتمادًا على قطر الشفرة |
| خشونة السطح القياسية |
را 0.2 ميكرومتر |
| خشونة السطح المصقول |
ما يصل إلى Ra 0.1 ميكرومتر للأحجام المطبقة |
| السرعة المرجعية للصناعة ذات المقياس الرفيع |
تصل إلى حوالي 305 م/دقيقة |
| التخصيص |
وفقا للرسومات والأبعاد أو العينات |
| موك |
2 قطعة |
| موعد التسليم |
30-35 يوما |
حجم المثال المدرج ليس مواصفات قياسية ثابتة. يتم تصنيع الـ OD والمعرف والسمك والمواد والصلابة والتفاوتات النهائية وفقًا للرسم المعتمد وظروف الحز الفعلية.
تطبيقات لحز الفولاذ المدلفن على الساخن
تُستخدم شفرات القطع الدوارة هذه بشكل أساسي في:
- قطع لفائف الصلب المدرفلة على الساخن
- قطع صفائح الفولاذ المدرفلة على الساخن
- إنتاج الشريط الضيق المدلفن على الساخن
- مراكز تصنيع لفائف الصلب
- مراكز خدمة الصلب
- تقليم حواف الصفائح المدرفلة على الساخن
- خطوط الحز المستمر متعددة السكاكين
هذا المنتج مخصص للفولاذ المدرفل على الساخن الذي أكمل عملية الدرفلة وتم تبريده. إنه ليس مخصصًا لقطع الفولاذ شديد السخونة، أو القص الطائر الساخن، أو عمليات القطع حسب الطول في درجات الحرارة العالية على خط الدرفلة على الساخن.
المشاكل الشائعة في تقطيع الفولاذ المدلفن على الساخن
تؤثر سماكة الفولاذ المدلفن على الساخن، وقوته، ومقياس السطح، وحمل القطع على اختيار مادة الشفرة، والصلابة، ومعلمات الأدوات. قد يؤدي التكوين غير الصحيح للشفرة أو الأدوات إلى ما يلي:
|
مشكلة شائعة
|
نتيجة نموذجية
|
| نتوءات مفرطة |
نتوءات مستمرة أو موضعية على طول حافة الشق |
| تشوه الحافة |
حواف شريطية ملفوفة أو مضغوطة أو مشوهة |
| تقطيع الشفرة |
رقائق محلية أو شقوق صغيرة أو تلف في الحواف |
| تآكل سريع للشفرة |
تبلد سريع للحافة وإعادة طحن أكثر تكرارًا |
| تآكل غير متساوٍ للشفرة |
معدلات تآكل مختلفة بين الشفرات العلوية أو السفلية أو المتجاورة |
| تباين العرض |
اختلاف الأبعاد في الشرائط النهائية |
| تشويش السكين |
التدخل أثناء تركيب الشفرة أو تشغيلها |
| تجريد غير مستقر |
صعوبة في توجيه أو فصل شرائح الشق |
لا تنتج هذه المشكلات دائمًا عن مادة الشفرة وحدها. قد يؤثر أيضًا الخلوص الأفقي، ودقة الشجرة، وتوازي الشفرة، وتراكم الفواصل، وحالة التثبيت وتكوين التجريد على نتيجة القطع.
لماذا تحدث نتوءات ونتائج الحز غير الطبيعية؟
يمكن أن تشير نتائج الحز المختلفة إلى مناطق مختلفة تحتاج إلى فحص.
|
نتيجة القطع
|
اتجاه التفتيش
|
| نتوءات غير منتظمة تمامًا على جميع الشرائح |
تحقق من دقة آلة الحز ومجموعة الأدوات الكاملة |
| لا يمكن فصل الشرائط الفردية أو الزوجية بشكل كامل |
تحقق من محاذاة كتف الشجرة وخلوص زوج الشفرة الأول |
| تظهر نتوءات منتظمة على نفس الجانب من الشرائط |
تحقق من موضع التجريد والكتف الفاصل والتخليص الأولي |
| نتوءات مستمرة على طول الشريط الكامل |
تحقق من جريان الشجرة وتوازي الشفرة |
| بعض الشرائط مقبولة بينما يظل البعض الآخر معيبًا |
تحقق من خطأ الشفرة المتراكم وحالة سطح الشفرة |
| نتوءات زائدة منتظمة على جانبي جميع الشرائح |
قد تكون الخلوص الأفقي كبيرًا جدًا |
| ضغط منتظم على كلا الجانبين لجميع الشرائط |
قد تكون الخلوص الأفقي صغيرًا جدًا |
ولذلك ينبغي تقييم مشاكل تقطيع الفولاذ المدرفل على الساخن عن طريق فحص الشفرات، والعرش، والفواصل، والخلوص، وحالة التثبيت معًا، بدلاً من مجرد زيادة صلابة الشفرة.
مواد الشفرات لمختلف سماكات الفولاذ المدلفن على الساخن
تختار SENDA مواد الشفرة وفقًا لسمك الفولاذ المدرفل على الساخن، وقوة الشد، وحالة السطح ومتطلبات الحز الفعلية.
|
سمك الفولاذ المدلفن على الساخن
|
مواد الشفرة المتوفرة
|
| <3.0 ملم |
LS7، LS6، SKD11، الأحرار، SD-51، SD-56، D2، Cr12MoV |
| 3.0-6.0 ملم |
LS7، LS6، LS13، SKD11، HSS، SD-51، SD-56، D2، Cr12MoV |
| > 6.0 ملم |
LS7، LS13، SKD11، الأحرار، SD-51، SD-56، D2، Cr12MoV |
LS7، LS6 وLS13
يتم اختيار LS7 وLS6 وLS13 وفقًا لنطاق سمك الفولاذ المدرفل على الساخن:
- يمكن استخدام LS7 عبر نطاقات السُمك الثلاثة الرئيسية.
- يستخدم LS6 بشكل رئيسي للصلب المدرفل على الساخن أقل من 6.0 مم.
- يستخدم LS13 بشكل رئيسي للصلب المدلفن على الساخن فوق 3.0 مم.
SKD11، D2 وCr12MoV
SKD11، وD2، وCr12MoV عبارة عن فئات من المواد الفولاذية التي يمكن استخدامها لمختلف سماكات الفولاذ المدرفل على الساخن. يعتمد الاختيار النهائي على قوة الشريط، ومقياس السطح، وحمل القطع، وسرعة القطع، ومخاطر التقطيع.
الأحرار
يتوفر HSS كفئة من المواد الفولاذية عالية السرعة لنطاقات سماكة مختلفة. يتم اختيار درجة HSS المحددة وفقًا لظروف الحز الفعلية.
SD-51 وSD-56
يمكن استخدام SD-51 وSD-56 في التطبيقات المدرفلة على البارد والمدرفلة على الساخن. لا يزال الاختيار النهائي يعتمد على سمك الشريط وقوته ومعلمات الماكينة.
صلابة الشفرة وتوازن المتانة
يتوفر HRC 62–64 لمواصفات الشفرة الفولاذية القابلة للتطبيق، ولكن لا ينبغي تطبيق نطاق الصلابة هذا بشكل موحد على كل مادة شفرة.
تعتمد الصلابة النهائية على:
- مادة الشفرة
- سمك الفولاذ المدلفن على الساخن
- قوة الشد
- حالة مقياس السطح
- شفرة OD وسمك
- سرعة القطع
- تحميل المتطورة
- خطر التقطيع
يمكن أن تدعم الصلابة العالية الاحتفاظ بالحواف والتحكم في التآكل، ولكن يجب أيضًا أخذ صلابة الشفرة في الاعتبار بالنسبة للشرائط السميكة أو أحمال القطع الأعلى أو ظروف التأثير.
لذلك يجب اختيار مادة الشفرة ومعلمات المعالجة الحرارية وفقًا لتطبيق الحز المحدد. إن HRC 62–64 ليست مواصفات عالمية للصلابة لجميع شفرات القطع الفولاذية المدرفلة على الساخن.
التسامح مع سماكة الشفرة والتوازي
تتغير دقة الشفرة مع القطر الخارجي. لا ينبغي تقديم تسامح سمك يبلغ ± 0.001 مم كتسامح عالمي لجميع أحجام الشفرات.
|
القطر الخارجي للشفرة
|
التسامح سمك
|
التوازي
|
| ≥250 ملم |
± 0.001 ملم |
0.002 ملم |
| ≥340 ملم |
± 0.001 ملم |
0.002 ملم |
| ≥420 ملم |
± 0.001 ملم |
0.002 ملم |
| ≥550 ملم |
± 0.003 ملم |
0.002 ملم |
| ≥600 ملم |
± 0.005 ملم |
0.005 ملم |
في نظام الحز متعدد السكاكين، قد تتراكم أخطاء الأبعاد من الشفرات والفواصل الفردية. ولذلك ينبغي التحكم في مجموعة الأدوات الكاملة بالإضافة إلى سمك كل شفرة على حدة.
تسطيح الشفرة حسب القطر والسمك
يعتمد تسطيح الشفرة على القطر الخارجي وسمك الشفرة.
|
القطر الخارجي للشفرة
|
السُمك ≥1 مم
|
سمك 1-2 ملم
|
سمك 2-5 ملم
|
سماكة> 5 ملم
|
| ≥250 ملم |
0.02 ملم |
0.005 ملم |
0.002 ملم |
0.002 ملم |
| ≥340 ملم |
0.03 ملم |
0.01 ملم |
0.005 ملم |
0.002 ملم |
| ≥420 ملم |
0.04 ملم |
0.02 ملم |
0.01 ملم |
0.002 ملم |
| ≥550 ملم |
— |
— |
0.02 ملم |
0.005 ملم |
| ≥600 ملم |
— |
— |
— |
0.01 ملم |
يساعد التسطيح والتوازي المناسبان على التحكم في تلامس الشفرة، وحمل القطع الموضعي، والتآكل غير المتساوي، والتنوع في حواف الشق النهائية.
خشونة السطح والانتهاء
خشونة سطح الشفرة القياسية هي Ra 0.2 ميكرومتر. بالنسبة للأحجام الدقيقة القابلة للتطبيق، يمكن أن تصل خشونة السطح المصقول إلى Ra 0.1 ميكرومتر.
|
معلمة السطح
|
مواصفة
|
| خشونة السطح القياسية |
را 0.2 ميكرومتر |
| خشونة السطح المصقول |
را 0.1 ميكرومتر |
| النطاق الرئيسي المطبق لـ Ra 0.1 ميكرومتر |
أحجام الشفرة المقابلة مع OD ≥420 مم |
| الانتهاء من السطح |
مطحون ومصقول ومصقول |
يجب تصحيح المصطلح الأصلي "استدارة السطح: Ra 0.1 μm" إلى "خشونة السطح"، لأن Ra يشير إلى خشونة السطح بدلاً من الاستدارة.
مرجع خلوص الشفرة الأفقية
يتم تحديد خلوص الشفرة الأفقية مبدئيًا وفقًا لسمك الشريط وقوة الشد.
|
المواد وقوة الشد
|
الخلوص الأفقي كنسبة مئوية من سمك الشريط
|
| الألومنيوم الناعم والنحاس والنحاس الأصفر، ≥100 ميجا باسكال |
3%-5% |
| الفولاذ الطري وسبائك النحاس والألمنيوم الصلب، ≥240 ميجاباسكال |
حوالي 10% |
| الفولاذ متوسط الصلابة والفولاذ المقاوم للصدأ الناعم، حوالي 420-620 ميجا باسكال |
حوالي 12%-15% |
| الفولاذ المقاوم للصدأ والفولاذ عالي السبائك، حوالي 700-1310 ميجا باسكال |
حوالي 15%-25% |
بالنسبة للفولاذ المدلفن على الساخن، النطاقات المرجعية الرئيسية هي:
- الفولاذ المدلفن على الساخن الأكثر ليونة مع قوة الشد ≥240 ميجاباسكال: الخلوص الأولي حوالي 10% من سمك الشريط.
- فولاذ مدلفن على الساخن متوسط القوة مع قوة شد تبلغ حوالي 420-620 ميجا باسكال: الخلوص الأولي حوالي 12%-15% من سمك الشريط.
هذه القيم هي مراجع الإعداد الأولية. يجب تعديل الخلوص النهائي وفقًا لدرجة الفولاذ الفعلية والسمك والحالة المتطورة ودقة الماكينة وشكل الحافة المقطوعة المطلوبة.
قد يؤدي التخليص المفرط إلى تكوين نتوءات منتظمة. قد تؤدي الخلوص غير الكافي إلى زيادة ضغط المواد أو الحمل المتطور أو التآكل غير الطبيعي.
كيف تعمل شفرات المشقق الدوارة
بعد أن يدخل ملف الفولاذ المدرفل على الساخن إلى خط الحز، يتم تركيب الشفرات الدوارة العلوية والسفلية على العرش الخاصة بها. يتم ترتيب الشفرات والفواصل والحشوات وفقًا لعرض الشريط المطلوب.
تتضمن عملية القطع ما يلي:
- تدخل لفائف الفولاذ المدرفلة على الساخن إلى خط الحز.
- يتم ترتيب الشفرات الدوارة على العرش العلوية والسفلية وفقًا للعرض المستهدف.
- تتحكم الفواصل الفولاذية في مواضع الشفرة وعرض الشريط النهائي.
- تُستخدم الحشوات لضبط مواضع الشفرة والتخليص الأفقي.
- تشكل الشفرات العلوية والسفلية الخلوص والتداخل الأفقي المطلوب.
- يتم قطع الملف الفولاذي بشكل مستمر أثناء مروره عبر حواف الشفرة.
- تدعم الحلقات المطاطية وحلقات التعرية التثبيت والتوجيه وإزالة الشريط.
- تستمر شرائح الشق في الارتداد أو المعالجة النهائية.
لا تعتمد جودة القطع على حدة الشفرة فحسب، بل تعتمد أيضًا على حالة الشجرة ودقة الشفرة وإعدادات الخلوص والأبعاد المتراكمة لمجموعة الأدوات الكاملة.
أدوات كاملة لخطوط قطع الفولاذ المدرفل على الساخن
يمكن لـ SENDA تكوين الشفرات والأدوات الداعمة وفقًا لآلة القطع وعرض الشريط المستهدف وهيكل مجموعة الأدوات.
|
مكون الأدوات
|
الوظيفة الرئيسية
|
| شفرات المشقق الدوارة |
إجراء الحز الطولي المستمر |
| الفواصل الفولاذية |
التحكم في موضع الشفرة وعرض الشريط النهائي |
| الحشوات |
ضبط موضع الشفرة والتخليص الأفقي |
| حلقات NBR |
يوصى به للمواد المدرفلة على الساخن لدعم التثبيت والتوجيه والتجريد |
| حلقات بو |
اختياري للمواد المدرفلة على الساخن |
| حلقات متجرد الصلب |
ممارسة الضغط، وتوجيه وإزالة الشرائط الضيقة |
| أدوات الفاصل |
فصل وتوجيه شرائح الشق |
بالنسبة للمواد المدرفلة على الساخن، فإن حلقات NBR هي الاتجاه الموصى به، في حين يمكن اختيار حلقات PU وفقًا لظروف الماكينة وسطح المادة.
كيفية اختيار شفرات القطع الدوارة للفولاذ المدلفن على الساخن
1. قم بتأكيد معلمات الفولاذ المدلفن على الساخن
يرجى تقديم:
- درجة الصلب المدرفلة على الساخن
- سمك الشريط
- قوة الشد
- حالة السطح
تُستخدم هذه المعلومات لتحديد مادة الشفرة والصلابة والخلوص الأفقي الأولي.
2. تأكد من أبعاد الشفرة والشجرة
يرجى تقديم:
- القطر الخارجي للشفرة
- القطر الداخلي للشفرة
- سمك الشفرة
- أبعاد الشجرة
- تتحمل وهيكل التثبيت
- رسم الشفرة الحالي أو العينة المادية
وينبغي أيضًا توفير أي متطلبات رسم تتعلق بالاستواء أو التوازي أو التركيز أو نصف القطر أو الشطب أو الهندسة المتطورة.
3. تأكيد شروط الإنتاج
يرجى تقديم:
- سرعة القطع
- عرض الشريط المستهدف
- نموذج آلة الحز
- تكوين الأدوات متعددة السكين
بعض خطوط الحز عالية السرعة التي تعالج ما يقرب من 0.5 إلى 2.7 مم من الفولاذ المدلفن على البارد والمدرفل على الساخن لها سرعة مرجعية صناعية تبلغ حوالي 305 م / دقيقة. لا تزال سرعة التشغيل الفعلية تعتمد على سمك الشريط وقوة الشد وأبعاد الشفرة وظروف الماكينة. لا ينبغي تطبيق هذه السرعة بشكل موحد على نطاق السماكة الذي يتراوح بين 0.1 و24 مم بالكامل.
4. قم بتأكيد مشكلة الحز الحالية
يمكن أن تساعد صور حافة الشق وحافة الشفرة وحالة التآكل في تقييم:
- موقف واتجاه لدغ
- تقطيع الشفرة
- تآكل غير متساوٍ للشفرة
- تباين عرض الشريط
- تشويش السكين
- تجريد غير مستقر
5. تأكيد دعم متطلبات الأدوات
يرجى تأكيد ما إذا كان الطلب يتطلب:
- الفواصل الفولاذية
- الحشوات
- حلقات NBR أو PU
- حلقات متجرد الصلب
- أدوات الفاصل
من مراجعة الرسم إلى فحص الأبعاد
يجب أن تتطابق شفرات القطع الفولاذية المدرفلة على الساخن مع العرش والفواصل ومجموعة الأدوات الكاملة الموجودة لدى العميل. يمكن لـ SENDA التصنيع وفقًا لرسومات العملاء أو أبعاد الشفرة الموجودة أو العينات المادية. يتم استخدام الرسم المعتمد كأساس للإنتاج وفحص المنتج النهائي.
مراجعة الرسم والمعلمات
قبل الإنتاج، تتم مراجعة المعلومات الفنية للتأكد من:
- شفرة OD، معرف وسمك
- أبعاد التركيب من التجويف إلى الشجرة
- متطلبات التسطيح والتوازي
- متطلبات التركيز
- نصف القطر والشطب والهيكل المتطور
- تفاوتات الأبعاد ومرجعيات الفحص الموضحة في الرسم
يتم أيضًا اختيار مادة الشفرة والصلابة ودرجة الدقة وفقًا لسمك الفولاذ المدرفل على الساخن وقوة الشد وظروف الحز الفعلية.

فحص أبعاد الشفرة النهائية
بعد المعالجة، يتم فحص أبعاد الشفرة النهائية وحالة السطح وفقًا لمتطلبات الرسم والطلب المعتمدة. ويساعد هذا في التأكد من أن الشفرات تتوافق مع العرش الموجودة لدى العميل وتكوين الأدوات.
قد تشمل عناصر التفتيش ما يلي:
- القطر الخارجي
- القطر الداخلي
- سمك الشفرة
- الأبعاد المحددة للرسم
- المتطورة وحالة السطح
- ملاءمة الأبعاد لمجموعات الأدوات الكاملة
عملية التصنيع
تقوم شركة SENDA بتصنيع أدوات الحز الصناعية من سبائك الفولاذ المطروقة، والفولاذ عالي السرعة، والفولاذ الخاص، والفولاذ عالي الأداء الخاص بمعالجة المساحيق.
تتضمن عملية التصنيع الرئيسية ما يلي:
- مراجعة التطبيق والرسم
- مادة الشفرة وتأكيد الصلابة
- تحضير المواد الخام وتزويرها
- المعالجة الحرارية بالفراغ أو المعالجة الحرارية بالحمام الملحي
- هدأ
- التصنيع باستخدام الحاسب الآلي الأبعاد
- طحن أسطواني داخلي وخارجي
- طحن السطح الدقيق
- معالجة متطورة
- اللف أو التلميع
- فحص الأبعاد والسطح
- منع الصدأ والتعبئة والتغليف
قد يختلف مسار الإنتاج الفعلي وفقًا لمادة الشفرة والأبعاد ومتطلبات الدقة.
التفتيش ومراقبة الجودة
تستخدم SENDA تحليل المواد وفحص الأبعاد وفحص السطح للتحكم في المواد الخام وعمليات التصنيع والشفرات النهائية.
|
البند التفتيش
|
محتوى التفتيش
|
| التحليل الطيفي |
يتحقق من التركيب الكيميائي للمواد |
| تحليل المعادن |
يقيم البنية المجهرية للمواد |
| اختبار غير مدمر |
فحص عيوب المواد أو المنتج |
| فحص التطوير التنظيمي والهوية |
فحص الأقطار الخارجية والداخلية حسب الرسم المعتمد |
| فحص السماكة |
التحقق من سمك الشفرة |
| فحص التسطيح |
التحقق من استواء الشفرة |
| التفتيش الموازي |
التحقق من التوازي بين أسطح العمل |
| فحص التركيز |
يتحقق من العلاقة المركزة بين التجويف والقطر الخارجي |
| فحص خشونة السطح |
يتحقق من خشونة الأرض أو السطح المصقول |
| التفتيش المتطور |
التحقق من حالة التقطيع والنتوءات والطحن |
يتم تحديد عناصر الفحص المحددة وفقًا لمواد الشفرة والأبعاد والرسومات ومتطلبات الطلب.
التعبئة والتغليف والتسليم
|
غرض
|
مواصفة
|
| موك |
2 قطعة |
| موعد التسليم |
30-35 يوما |
| الحماية من الصدأ |
زيت مضاد للصدأ |
| الحماية الداخلية |
غلاف بلاستيكي واقي |
| التغليف الخارجي |
حالة الخشب الرقائقي قوية |
| شروط الدفع |
خطاب الاعتماد، D/A، D/P، T/T، ويسترن يونيون |
| شهادة |
ايزو 9001 |
| مكان المنشأ |
الصين |
قبل التعبئة، تتلقى الشفرات حماية من الصدأ. يساعد الغلاف البلاستيكي الواقي وعلبة الخشب الرقائقي القوية على تقليل مخاطر الرطوبة والتآكل والأضرار المتطورة أثناء النقل.
الأسئلة المتداولة
ما هي المواد المتوفرة لشفرات القطع الفولاذية المدرفلة على الساخن؟
وتشمل المواد المتاحة LS7، LS6، LS13، SKD11، HSS، SD-51، SD-56، D2 وCr12MoV. يتم اختيار LS7 وLS6 وLS13 وفقًا لسمك الفولاذ المدرفل على الساخن. يتم اختيار المواد الأخرى وفقًا لقوة الشريط وحالة السطح ومتطلبات الحز الفعلية.
ما هو سمك الفولاذ المدرفل على الساخن الذي يمكن للشفرات معالجته؟
نطاق سمك القطع الحالي هو 0.1-24 ملم. تتطلب السماكات ونقاط القوة وظروف الماكينة المختلفة مواد شفرة مختلفة وصلابة وأبعاد وخلوص وسرعات تشغيل مختلفة.
هل HRC 62–64 مناسب لكل مادة شفرة؟
رقم HRC 62–64 متاح فقط لمواصفات الشفرات الفولاذية المعمول بها. تتطلب الفولاذ من سلسلة LS، وHSS، ومواد سلسلة SD والدرجات الأخرى اختيار الصلابة وفقًا لخصائص المواد وظروف التشغيل الفعلية.
ما هو الخلوص الأفقي الذي يجب استخدامه لتقطيع الفولاذ المدلفن على الساخن؟
بالنسبة للفولاذ الأكثر ليونة المدرفل على الساخن بقوة شد أقل من 240 ميجا باسكال، يمكن استخدام حوالي 10% من سمك الشريط كمرجع أولي. بالنسبة للفولاذ المدلفن على الساخن متوسط القوة عند حوالي 420-620 ميجا باسكال، يمكن استخدام حوالي 12%-15% كمرجع أولي. يجب تعديل الخلوص النهائي وفقًا لشكل الحافة المقطوعة الفعلي، وحالة الثقب، ودقة الماكينة، وحالة الشفرة.
ما هي دقة الشفرة التي يمكن أن تقدمها SENDA؟
اعتمادًا على قطر الشفرة، يمكن أن يصل تحمل السُمك إلى ±0.001 مم ويمكن أن يصل التوازي إلى 0.002 مم. تبلغ خشونة السطح القياسية Ra 0.2 ميكرومتر، في حين أن المواصفات المصقولة المطبقة يمكن أن تصل إلى Ra 0.1 ميكرومتر.
ما هي المعلومات المطلوبة لاقتباس؟
يرجى تقديم درجة الفولاذ المدلفن على الساخن، والسمك، وقوة الشد، وسرعة القطع، وعرض الشريط المستهدف، والشفرة OD × ID × T، وأبعاد الشجرة، ومواد الشفرة الحالية، ومشاكل الحز الحالية، والرسم والكمية المطلوبة.
المعلومات المطلوبة لعرض أسعار مخصص
لتحديد مادة الشفرة المناسبة والصلابة ودقة الأبعاد وتكوين الأدوات، يرجى تقديم ما يلي:
- درجة الصلب المدرفلة على الساخن
- سمك الفولاذ المدلفن على الساخن
- قوة الشد
- سرعة القطع
- عرض الشريط المستهدف
- القطر الخارجي للشفرة والقطر الداخلي والسمك
- أبعاد الشجرة
- مادة الشفرة الحالية
- مشكلة الحرق أو التقطيع أو التآكل الحالية
- الفواصل المطلوبة، حلقات مطاطية أو حلقات متجرد
- الرسم الفني للشفرة
- صور الشفرة الموجودة أو الأبعاد المادية
- الكمية المطلوبة
قم بتحميل رسم الشفرة الخاص بك وقم بتوفير سماكة الفولاذ المدرفل على الساخن وقوة الشد ومعلمات خط الحز للمواد وتحمل الأبعاد والمراجعة الكاملة للأدوات.

 يجب أن تكون رسالتك بين 20-3000 حرف!
يجب أن تكون رسالتك بين 20-3000 حرف!