تصنع SENDA شفرات قطعة حديدية HRC55 للقطعة الطولية المستمرة لألواح الفولاذ المقاوم للصدأ والملفات والشرائط.
يتم تخصيص كل شفرة وفقًا لمستوى الفولاذ المقاوم للصدأ ، وسمك المادة ، وقوة الشد ، وسرعة القطع ، وأبعاد الشراع وظروف الجهاز.D2 و SKD11 متوفرين كخيارات مواد الشفرة الرئيسية، مع نطاق صلابة HRC 55-57.
بالنسبة لأحجام الشفرة المعمول بها ، يمكن التحكم في تسامح السماكة إلى ± 0.001 مم ، والتوازي إلى 0.002 مم وخامة السطح الملمع إلى Ra 0.1 μm.
المعلومات الرئيسية عن المنتج
|
البند
|
المواصفات
|
| مادة الشفرة |
D2 / SKD11 |
| صلابة |
HRC 55-57 |
| الأبعاد |
مخصصة وفقا للرسومات |
| الـ MOQ |
قطعتين |
| وقت التنفيذ |
حوالي 35 يوما |
| التعبئة |
غلاف خشبي |
| إعادة الطحن |
متاحة للعملاء في الخارج |
لمحة عامة عن المنتج
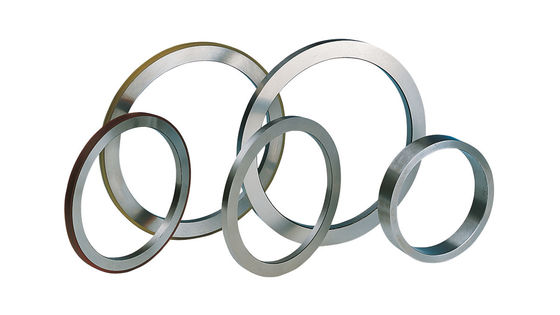
يتم تثبيت شفرات قطعة HRC55 الدوارة على الجدران العلوية والسفلية لآلات قطع الفولاذ المقاوم للصدأ.تستخدم الشفرات مسافة أفقية خاضعة للرقابة والتداخل الرأسي لتقسيم أوراق الفولاذ المقاوم للصدأ أو الملفوفات بشكل مستمر إلى أشرطة أضيق.
وتشمل التطبيقات النموذجية:
- خطوط قطع لفائف الفولاذ المقاوم للصدأ
- آلات قطع ورق الفولاذ المقاوم للصدأ
- إنتاج أشرطة الفولاذ المقاوم للصدأ
- مراكز خدمات معالجة المعادن
- معالجة الشرائط الدقيقة من الفولاذ المقاوم للصدأ
- حواف الفولاذ المقاوم للصدأ
- أنظمة قطع متعددة السكين
نتيجة القطع النهائية لا تحدد بقسوة الشفرة وحدها مادة الشفرة دقة الأبعاديجب أن تتطابق أيضاً تكوين المسافة ومعلمات التثبيت مع التطبيق..
قبل الإنتاج، تقوم SENDA بمراجعة نوع الفولاذ المقاوم للصدأ، سمك، قوة الشد، أبعاد الشفرة وظروف الجهاز.
مشاكل شائعة في قطع الفولاذ المقاوم للصدأ
الحواف المفرطة
قد يكون الارتطام المفرط مرتبطًا بالمساحة الأفقية غير الصحيحة أو حواف القطع المتآكلة أو أخطاء تركيب الشفرة أو التدفق على الممر.
سمك الشفرة والموازية تؤثر أيضا على وضعية القطع بين الشفرة العليا والسفلية.يمكن أن تتراكم الانحرافات الأبعاد في الشفرات الفردية والمسافات وتغير المسافة الفعلية للقطع.
لذلك يتطلب التحكم في Burr تقييم كل من الشفرات وتكوين الأدوات الكاملة.
قطع الحافة
ليس دائماً ما يكون سبب تشقق الشفرة هو عدم كفاية الصلابة.
إذا كانت القسوة مرتفعة للغاية دون صلابة كافية ، فقد يحدث تشقق محلي عند قطع الفولاذ المقاوم للصدأ ذو القوة العالية ، أو العمل مع تداخل شفرات مفرط أو مواجهة تأثير غير طبيعي.
إذا كانت صلابة منخفضة للغاية ، فقد يزداد ارتداء حافة القطع وتكرار إعادة الطحن.
وبالتالي ، يجب أن تتطابق نطاق HRC 55 57 مع حالة المعالجة الحرارية من D2 أو SKD11 ، وقوة الفولاذ المقاوم للصدأ ، سمك المواد وحمل الآلة.
ارتداء الشفرة غير المتساوي
قد يكون ارتداء الشفرة من جانب واحد أو محلي مرتبطًا بما يلي:
- مسطحة الشفرة أو التوازي
- مخرج الدرج
- تكوين سمك الفاصل
- حالة قفل الأداة
- الحمل غير المتساو
- الاختلافات في سمك الفولاذ المقاوم للصدأ
- التطابق غير الصحيح بين الشفرة والقطعة
قبل استبدال الشفرات، يجب أيضاً فحص الأربورات والفاصلات وحلقات التخلص من الحلقات وظروف التثبيت.
عرض الشريط غير المستقر
يمكن أن يسبب اختلاف عرض الشريط سمك الشفرة ، ودقة المسافة ، وتحديد موقع الشراع ، وقفل الأدوات أو تتبع المواد.
بالنسبة لخطوط قطع متعددة الشفرات ، يجب أن تغطي الرقابة الأبعاد مجموعة الأدوات الكاملة بدلاً من شفرات الشفرات الدوارة الفردية فقط.
لماذا يجب أن تتطابق مادة الشفرة وقسوة الدقة
HRC55 ليس العامل الوحيد للاختيار
HRC55 يشير إلى مستوى صلابة الروكويل للشفرة ، لكنه لا يمكن أن يحدد بشكل مستقل ما إذا كانت الشفرة مناسبة لخط قطع معين من الفولاذ المقاوم للصدأ.
يجب أيضاً النظر في اختيار الشفرة:
- من الفولاذ المقاوم للصدأ
- سمك المادة
- قوة الشد أو صلابة
- سرعة التقطيع
- عرض شريط مطلوب
- القطر الخارجي للشفرة والقطر الداخلي والسمك
- ظروف الجهاز والسقف
- مشاكل موجودة في التشنج أو الشقوق أو البلى
D2 و SKD11 يمكن معالجتها الحرارية في نطاق HRC 55 ∼ 57. يجب اختيار المواد النهائية وتكوين المعالجة الحرارية وفقًا لظروف التشغيل الفعلية.
التسامح مع السماكة يؤثر على تجميع الأدوات
بالنسبة لأحجام الشفرة المعمول بها، يمكن لـ SENDA التحكم في تساهل سمك الشفرة حتى ± 0.001 ملم.
في مجموعة أدوات متعددة الشفرات ، تعرّف سمك الشفرة والمسافة على عرض الأدوات المتراكم.يمكن أن يؤدي الانحراف المتراكم المفرط إلى اختلاف عرض الشريط أو الفرق بين المسافة الفعلية والمصممة للقطع.
القيمة ± 0.001 ملم لا تنطبق على كل قطر وسماكة. يتم تأكيد التسامحات النهائية وفقًا لأبعاد الشفرة ودرجة الدقة المطلوبة.
التوازي يؤثر على اتصال الشفرة
بالنسبة لأحجام الشفرات المعمول بها ، يمكن التحكم في التوازي إلى 0.002 مم.
يمكن أن يؤدي انحراف الموازية إلى اتصال محلي أو تحميل غير متساو أو ارتداء غير متسق للطرف القطع.يساعد التوازي المتحكم في الحفاظ على موقف الاتصال المقصود بين الشفرات العليا والسفلية.
الخامة السطحية تؤثر على الاحتكاك والتلامس
يمكن أن يصل سطح التربة الدقيقة القياسي إلى Ra 0.2 μm.
بالنسبة لأحجام الشفرة المطبقة، يتوفر سطح ملمع يصل إلى Ra 0.1 μm.
يجب اختيار التشطيب السطحي المطلوب وفقًا لمتطلبات سطح الفولاذ المقاوم للصدأ ، والتماسك المادي ، وسرعة القطع وظروف التشغيل.
SENDA HRC55 حل شفرة شق الدوار
مخصصة وفقا للرسومات وظروف التشغيل
تقوم SENDA بتصنيع شفرات HRC55 الدوارة حسب رسومات العملاء أو العينات المادية أو أبعاد الشفرة الموجودة.
العناصر القابلة للتخصيص تشمل:
- القطر الخارجي
- القطر الداخلي
- سمك الشفرة
- الارتباط
- الهندسة المتطورة
- صلابة
- مسطحة
- التوازي
- خشونة السطح
- الحماية من الصدأ
- طريقة التعبئة
يتم مراجعة نوع الفولاذ المقاوم للصدأ ، ومجموعة السماكة ، وقوة الشد ، وسرعة القطع وظروف الجهاز قبل الإنتاج.
خيارات المواد D2 و SKD11
D2 و SKD11 هي أدوات الأدوات الباردة المستخدمة في شفرات قطع المعادن.
اختيار المواد النهائي يعتمد على:
- قوة الفولاذ المقاوم للصدأ
- سمك المادة
- حمولة حافة القطع
- وضع الارتداء المتوقع
- مخاطر الاختراق
- متطلبات إعادة الطحن
- ظروف خط التقطيع
قيمة HRC 55 ≈ 57 الموضحة في هذه الصفحة هي نطاق صلابة الشفرة المتاح. لا يعني ذلك أن كل تطبيق يستخدم عملية معالجة حرارية متطابقة.
طحن دقيق ومراقبة الأبعاد
تقوم SENDA بمراقبة العناصر التالية وفقًا لأبعاد الشفرة والرسومات المعتمدة:
- سمك الشفرة
- مسطحة
- التوازي
- أبعاد الحفر
- التركيز أو التدفق الشعاعي
- حالة متطورة
- خشونة السطح
بالنسبة لأحجام الشفرات المطبقة:
- يمكن أن تصل tolerances السماكة ± 0.001 ملم
- التوازي يمكن أن يصل إلى 0.002 ملم
- يمكن أن تصل خشونة السطح القياسية إلى Ra 0.2 μm
- يمكن أن تصل خشونة السطح الملمع إلى Ra 0.1 μm
دعم كامل لأدوات القطع
بالإضافة إلى شفرات الشق الدوار، يمكن لـ SENDA توفير مكونات أدوات مطابقة وفقًا لعرض الشريط المطلوب، وطريقة خلع المواد وهيكل الآلة.
المكونات المتاحة تشمل:
- أجهزة الفاصل من الفولاذ
- شيمز
- حلقات من البلورات
- حلقات مطاطية
- حلقات الفصل
- حلقات التجريد من الفولاذ
يجب تكوين الشفرات والمسافرات ومكونات إزالة الأدوات كنظام أدوات كامل للحد من عدم التطابق الأبعاد والإزالة غير المستقرة للمواد.
المواصفات التقنية
|
المعلم
|
المواصفات
|
| اسم المنتج |
HRC55 شفرات شق الدوار |
| التطبيق |
قطع الألواح والملفات والشرائط من الفولاذ المقاوم للصدأ |
| مادة الشفرة |
D2 / SKD11 |
| صلابة |
HRC 55-57 |
| القطر الخارجي |
مخصصة وفقا للرسم |
| القطر الداخلي |
مخصصة وفقًا لأبعاد الشراع |
| سمك الشفرة |
مخصصة وفقًا لتكوين الأدوات |
| معدل التسامح مع السماكة |
حتى ± 0.001 ملم لأحجام الشفرات المعمول بها |
| التوازي |
إلى 0.002 ملم، حسب الأبعاد |
| مسطحة |
يتم التحكم بها وفقًا لمتطلبات قطر الشفرة وسمكها ورسمها |
| التسامح مع الملل |
وفقًا للرسم الموافق عليه والتناسب |
| التركيز / التدفق الشعاعي |
وفقًا لبيانات الرسم والفحص المعتمدة |
| الخامة القياسية للسطح |
Ra 0.2 ميكرومتر |
| خشونة السطح الملمع |
ما يصل إلى Ra 0.1 μm لأحجام الشفرة المعمول بها |
| هندسة الحافة |
مخصصة وفقًا لتطبيق القطع |
| أساس التصنيع |
الرسم، العينة أو أبعاد الشفرة الموجودة |
| أدوات مطابقة |
الحلقات المفصولة، الحلقات المعدلة بالبوب، الحلقات المطاطية وحلقات التجريد |
| الـ MOQ |
قطعتين |
| وقت التنفيذ |
حوالي 35 يوما |
| العبوة القياسية |
غلاف خشبي |
| خدمة إعادة الطحن |
متاحة للعملاء في الخارج |
| الشهادة |
ISO 9001 |
| بلد المنشأ |
الصين |
ملاحظة:لا تنطبق قيم الدقة المذكورة على كل حجم للشفرة. يتم تأكيد التسامحات النهائية ومعايير التفتيش وفقًا لقطر الشفرة وسمكها والمواد والرسومات المعتمدة.
تطبيقات قطع الفولاذ المقاوم للصدأ
يتم استخدام شفرات قطعة HRC55 الدوارة للقطعة الطولية لأوراق الفولاذ المقاوم للصدأ والملفات والشرائط.
يجب اختيار تشكيل الشفرة وفقًا لمستوى الفولاذ المقاوم للصدأ الخاص وظروف التشغيل.
الصفوف المختلفة من الفولاذ المقاوم للصدأ قد يكون لها مختلف:
- قوة السحب
- سلوك صلب للعمل
- متطلبات السطح
- متطلبات قطع الحافة
- مخاطر الشظايا والتكسير
الوصف العام للصلب المقاوم للصدأ لا يكفي لاختيار الشفرة النهائي. يجب على العملاء تقديم معلومات عن نوع المواد ومجموعة السماكة والقوة.
كيف تعمل شفرات HRC55
عادة ما يتم تثبيت شفرات الشق الدوار في أزواج على الأربع العليا والسفلية.
عندما يمر الفولاذ المقاوم للصدأ من خلال الآلة ، تخلق الشفرات العليا والسفلية عملًا متواصلًا للقشرة من خلال الإفراج الأفقي المتحكم به والتداخل الرأسي.
تتأثر حالة القطع النهائية بما يلي:
- مادة الشفرة وقسوة الشفرة
- حالة متطورة
- الحد الأفقي
- التداخل الرأسي
- دقة الشراع
- موازنة الشفرة
- تكوين سمك الفاصل
- ترتيب حلقة التجريد
- سمك المادة
- قوة السحب
- سرعة خط الإنتاج
لا ينبغي تطبيق نسبة إزالة ثابتة واحدة لكل نوع من الفولاذ المقاوم للصدأ.
يجب اختيار الفراغ الأفقي وفقًا لمستوى الفولاذ المقاوم للصدأ ، وسمك المادة ، وقوة الشد ، والحالة المطلوبة للحافة وحالة الجهاز.
عدم كفاية الإفراغ يمكن أن يزيد من حمل القطع والارتداء والخطر من الشظايا. يمكن أن يؤدي الإفراغ المفرط إلى منطقة كسر أوسع ، وزيادة التشوهات أو تشوهات الحواف.
كيفية اختيار شفرة HRC55 المناسبة
تأكدي من مادة الفولاذ المقاوم للصدأ
الرجاء تقديم:
- من الفولاذ المقاوم للصدأ
- سلسلة SUS
- حالة المواد
- قوة السحب
- قوة الخصب أو صلابة
تصنيف المواد وقوتها تؤثر على مادة الشفرة وقسوة الهندسة الحافة والمساحة الخالية للقطع.
تأكد من سمك المادة
الرجاء تقديم:
- سمك العمل الطبيعي
- الحد الأدنى للسمك
- السماكة القصوى
- ما إذا كانت السماكة تتغير أثناء الإنتاج
سمك المادة يؤثر على حمولة الشفرة والأبعاد والمساحة المفتوحة ومتطلبات التداخل.
تأكد من أبعاد الشفرة
المعلومات الموصى بها تشمل:
- القطر الخارجي
- القطر الداخلي
- سمك الشفرة
- المفتاح أو هيكل التثبيت
- الهندسة المتطورة
- مادة الشفرة الموجودة
- صلابة الشفرة الحالية
يفضل الرسم التقني. عندما لا يكون الرسم متاحا، يمكن للعملاء تقديم صور أو أبعاد أو عينات مادية للشفرات الموجودة.
تأكيد الجهاز و معايير الإنتاج
الرجاء تقديم:
- طراز آلة قطع
- أبعاد الشراع
- سرعة التقطيع
- عرض شريط مطلوب
- عدد الشفرات في كل مجموعة أدوات
- طريقة قفل الأداة
- التكوين القائم على المسافة وحلقة التخلص
يجب أن تكون الشفرات متطابقة مع الأربورات ونظام الأدوات الكامل. لا ينبغي تصنيعها باستخدام معلومات القطر الخارجي والقطر الداخلي فقط.
وصف مشاكل القطع الموجودة
يرجى شرح أي مشاكل حالية، بما في ذلك:
- حشرات مفرطة
- قطع الحواف
- إعادة طحن متكررة
- التآكل غير المتساوي للشفرة العليا والسفلية
- عرض الشريط غير المستقر
- خدوش السطح من الفولاذ المقاوم للصدأ
- صلابة المواد
- إزالة المواد غير المستقرة
يمكن لـ SENDA مراجعة ما إذا كان يجب ضبط الشفرات والمساحة المفتوحة والمسافات والحواف وظروف التثبيت معًا.
عملية التصنيع
يتم تحديد طريق تصنيع شفرات HRC55 الدوارة حسب مادة الشفرة وأبعادها وهيكلها ومتطلبات الدقة.
تتضمن العملية النموذجية:
- مراجعة الرسم والتطبيق
- اختيار مادة الشفرة
- فحص المواد الخام
- تحضير أو تزييف الفراغات
- المعالجة الحرارية والتعديل
- معالجة CNC الخام
- المعالجة الداخلية والخارجية
- طحن السطح الدقيق
- معالجة حافة القطع
- الطحن الدقيق أو التلميع
- إزالة المغناطيسية ومنع الصدأ
- التفتيش النهائي
- تغليف الأغلفة الخشبية
قد تتطلب الشفرات الرقيقة والشفرات ذات القطر الكبير والهندسة الخاصة للحواف عناصر تحكم مختلفة أثناء المعالجة الحرارية والطحن.
التفتيش ومراقبة الجودة
تأسست SENDA في عام 1998 ولديها أكثر من 100 موظف. يتم إدارة الإنتاج والتفتيش بموجب نظام إدارة الجودة ISO 9001.
اعتمادا على الطلب والرسومات المعتمدة، يمكن أن تشمل عناصر التفتيش:
- مادة الشفرة
- صلابة
- القطر الخارجي
- القطر الداخلي
- سمك الشفرة
- مسطحة
- التوازي
- التركيز أو التدفق الشعاعي
- خشونة السطح
- حالة متطورة
- خدوش السطح
- القطع والحفر
- علامة المنتج
- الحماية من الصدأ
- حالة التعبئة
تستند متطلبات الفحص النهائي إلى الرسم المعتمد والطلب والاتفاق التقني.
خدمة إعادة الطحن في الخارج
تقدم SENDA خدمات إعادة طحن العودة إلى المصنع للعملاء في الخارج.
قبل إعادة الطحن ، يتم تقييم الشفرات المستخدمة لمعرفة ما يلي:
- ملابس متطورة
- عمق التقطيع
- الأبعاد المتبقية للشفرة
- حالة المواد والصلابة
- تاريخ إعادة الطحن السابق
- السطحية والتوازي
- الشقوق أو الأضرار غير الطبيعية
عندما تظل الشفرات مناسبة لإعادة طحن، يمكن لـ SENDA إجراء استعادة الحافة، طحن الدقة، إعادة فحص الأبعاد، منع الصدأ وإعادة التعبئة.
لا يمكن إعادة طحن كل شفرة مستعملة. قد تكون هناك حاجة إلى استبدال الشفرات ذات الشظايا العميقة أو الأبعاد المتبقية غير الكافية أو تلف الهيكل.
التعبئة، MOQ والتسليم
الحد الأدنى لكمية الطلب
الحد الأدنى لكمية الطلب هو:
قطعتين
هذا يدعم المواصفات المخصصة وتأكيد العينات ومتطلبات استبدال المجموعات الصغيرة.
وقت التنفيذ
الوقت المعتاد هو:
حوالي 35 يوما
يعتمد وقت التسليم النهائي على مادة الشفرة والأبعاد والكمية وطريق المعالجة الحرارية ومتطلبات الدقة.
العبوة القياسية
التعبئة القياسية هي علبة خشبية.
عادةً ما تشمل إعداد التعبئة:
- تنظيف الشفرة
- الحماية من الصدأ
- الحماية المتطورة
- تثبيت فردي أو طبقات
- تعزيز داخلي للقضية الخشبية
- فحص العلامات الخارجية
يتم تعديل طريقة التعبئة وفقًا لأبعاد الشفرة والوزن وكمية الطلب.
الأسئلة الشائعة
هل HRC55 مناسب لكل تطبيقات قطع الفولاذ المقاوم للصدأ؟
لا، لا، لا
HRC55 هو واحد من متطلبات صلابة الشفرة. يجب أيضا تقييمها جنبا إلى جنب مع مادة الشفرة، نوع الفولاذ المقاوم للصدأ، سمك المواد، قوة الشد، سرعة القطع وخطر التشقق.
كيف أختار بين D2 و SKD11؟
يمكن استخدام كل من D2 و SKD11 لشفرات قطع المعادن.
يعتمد الاختيار النهائي على قوة الفولاذ المقاوم للصدأ، والسمك، وحمل القطع، ونمط الارتداء المتوقع، وخطر الشق والمتطلبات لإعادة الطحن.
SENDA تؤكد تكوين المواد ومعالجة الحرارة بعد مراجعة ظروف التشغيل.
هل يمكن لشركة SENDA تصنيع الشفرات وفقًا للرسومات؟
-أجل.
يمكن لـ SENDA تصنيع شفرات الشق الدوارة وفقًا لرسومات العميل أو أبعاد الشفرة الموجودة أو العينات المادية.
يجب أن تتضمن الرسومات بشكل أفضل القطر الخارجي والقطر الداخلي والسمك والتسامحات والهندسة الحافة ومتطلبات المواد.
ما هي الدقة التي يمكن أن توفرها SENDA؟
بالنسبة لأحجام الشفرات المطبقة:
- يمكن أن تصل tolerances السماكة ± 0.001 ملم
- التوازي يمكن أن يصل إلى 0.002 ملم
- يمكن أن تصل خشونة السطح القياسية إلى Ra 0.2 μm
- يمكن أن تصل خشونة السطح الملمع إلى Ra 0.1 μm
يتم تأكيد الدقة النهائية وفقًا لأبعاد الشفرة ومتطلبات الرسم.
هل يمكن لـ (سيندا) أن تزودك بمساحات و حلقات تجريد؟
-أجل.
يمكن لـ SENDA توفير أدوات الفاصل الفولاذية، والشيمز، وحلقات PU، وحلقات المطاط، وحلقات الفصل والحلقات الفولاذية للقطع الكاملة.
هل تقدم SENDA إعادة طحن للعملاء في الخارج؟
-أجل.
قبل إعادة الطحن، يجب تقييم الشفرات من أجل البلى والشظايا والأبعاد المتبقية وحالة المواد وتاريخ إعادة الطحن السابق.
ما هي المعلومات المطلوبة للاقتراح؟
الرجاء تقديم:
- من الفولاذ المقاوم للصدأ
- نطاق سمك المواد
- قوة الشد أو صلابة
- سرعة التقطيع
- عرض شريط مطلوب
- القطر الخارجي للشفرة والقطر الداخلي والسمك
- طراز آلة قطع
- رسم أو عينة
- مادة الشفرة الموجودة
- مشاكل الحلاقة الحالية
- الكمية المطلوبة
- متطلبات مطابقة الأدوات
معلومات الاستفسار
لمراجعة الطلبات والاقتباس، يرجى تقديم:
- من الفولاذ المقاوم للصدأ
- الحد الأدنى والحد الأقصى لسمك المواد
- قوة الشد أو صلابة
- سرعة التقطيع
- عرض شريط مطلوب
- ذرة النصل OD × ID × سمك
- نموذج آلة التقطيع وأبعاد الشراع
- مواد الشفرة الحالية وقسوة الشفرة
- مشاكل في الحركة الحالية أو الشظايا أو البلى
- الحلقات المطلوبة أو الحلقات المطلوبة أو الحلقات المطلوبة
- الرسم أو الصور أو معلومات العينة
- الكمية المطلوبة

 يجب أن تكون رسالتك بين 20-3000 حرف!
يجب أن تكون رسالتك بين 20-3000 حرف!